


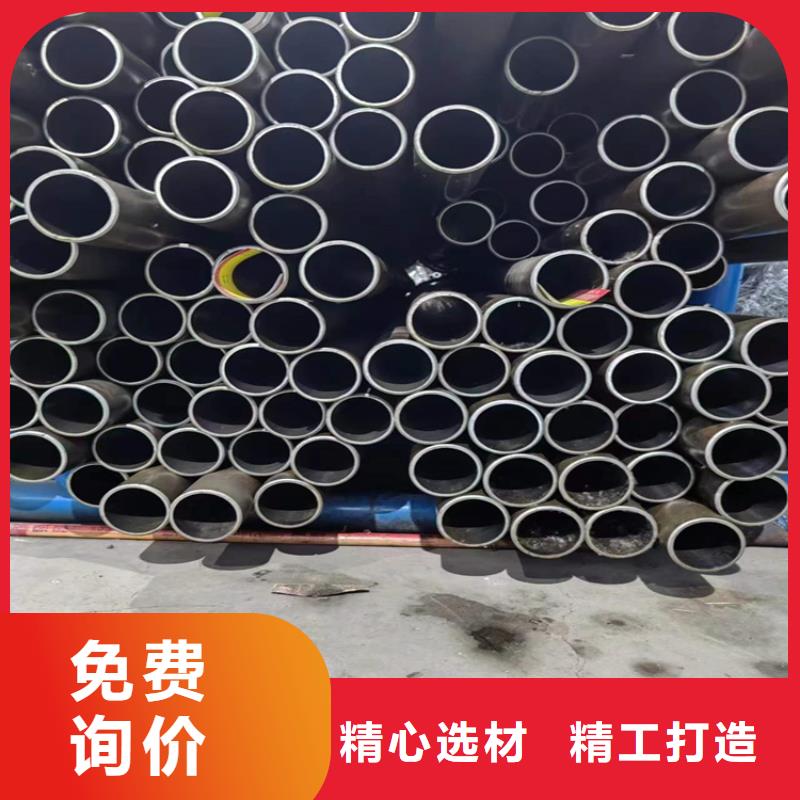


运城珩磨管油缸管绗磨管很多钢管的偏心都是这个时候产生的,所以严格控制这穿孔环节 十分重要。精轧钢管 冷拔钢管 由于穿孔的原因 也会产生偏心问题:任何破坏由轧辊、顶头、导板三者形成的变形区几何形状正确性的因素,都将使毛管壁厚不均加剧。(1)顶头。①顶头的形状设计,理想的顶头辗轧锥应与轧辊出口锥平行,如果按照传统的马特维也夫公式设计顶头,其顶头的辗轧锥与轧辊的出口锥是不平行的,金属在这样一个逐渐扩大的间隙内变形,势必造成管壁辗轧不充分而导致毛管壁厚不均,而且,随送进角的增大毛管壁厚不均更加严重;②由于顶杆的刚度不够,在穿孔过程中产生弯曲,使顶头不能保持对中位置,从而使穿出的毛管壁厚不均;(2)导板。①导板距过大,在穿孔过程中是依靠导板的限制作用来保持穿孔中心线的,导板距大,顶头在上下位置变化大,使顶头不稳定,导致毛管壁厚不均。②上、下导板的不均匀磨损也会加剧壁厚不均程度。(3)轧辊。
①轧辊中心线偏斜:在生产过程中,由于穿孔机两侧压下螺丝安装不正确,或由于螺纹和轴承磨损而使两辊间轴向发生水平偏斜,两个轧辊的送进角不一致使变形区发生畸变而导致壁厚不均。
滚压管

运城珩磨管油缸管绗磨管我们大口径厚壁绗磨管厂对Φ400mm自动轧管机组,穿孔、二次穿孔(延伸)、自动轧管和均整4个轧制过程的荒管实测壁厚数据进行了傅立叶变换,得出了壁厚不均的定量分析及其形成原因,并以此为基础提出了改善钢管壁厚不均的途径:
①二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)是改善成品管壁厚精度的关键环节,主要措施是改进工具设计,提高顶杆和顶头在旋转过程中与轧制线的同心度。
②改善穿孔后毛管的壁厚不均是重要环节,主要措施是提高管坯的加热均匀性,提高定心孔的精度,加长顶头均整带的长度和反锥的长度,提高顶杆与顶头在旋转过程中与轧制线的同心度。
③轧管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,轧管时应轧制两道,道次之间应将荒管翻转90°。
④均整过程能基本上消除对称性壁厚不均,但对消除螺旋形壁厚不均的作用甚小,因此,应提高均整机的能力。
⑤傅立叶变换是研究斜轧过程壁厚不均的有效手段,这一方法也可用于其他钢管生产机组管体壁厚不均的研究。
滚压管

运城珩磨管油缸管绗磨管正确安装管路,严禁违规装配
2.2.1 软管管路的正确装配
安装软管拧紧螺纹时,注意不要扭曲软管,可在软管上划一条彩线观察;软管直线安装时要有30%左右的长度余量,以适应油温、受拉和振动的需要;软管弯曲处,弯曲半径要大于9倍软管外径,弯曲处到管接头的距离至少等于6倍软管外径;橡胶软管 不要在高温有腐蚀气体的环境中使用;如系统软管较多,应分别安装管夹加以固定或者用橡胶板隔开。
2.2.2 硬管管路的正确安装
硬管管路的安装应横平竖直,尽量减少转弯,并避免交叉;转弯处的半径应大于油管外径的3~5倍;长管道应用标准管夹固定牢固,以防振动和碰撞;管夹相互间距离应符合规定,对振动大的管路,管夹处应装减振垫;在管路与机件连接时,先固定好辅件接头,再固定管路,以防管路受扭,切不可强行安装。(广州长本)
2.3 正确使用维护,严禁污染液压系统
在日常维护工作中,不得随意踩踏、拉压管路,更不允许用金属工具敲打管路,以防出现机械损伤;对露天停放的液压机械或液压设备,应加盖蒙布,做好防尘、防雨雪工作,雨雪过后应及时进行除水、晾晒和除锈;要经常擦去管路表面的油污和尘土,防止管路腐蚀;油液添加和部件拆装时,要严把污染关口,防止将杂物、水分带入系统中。此外,一定要防止把有害的溶剂和液体洒在导管上。滚压管

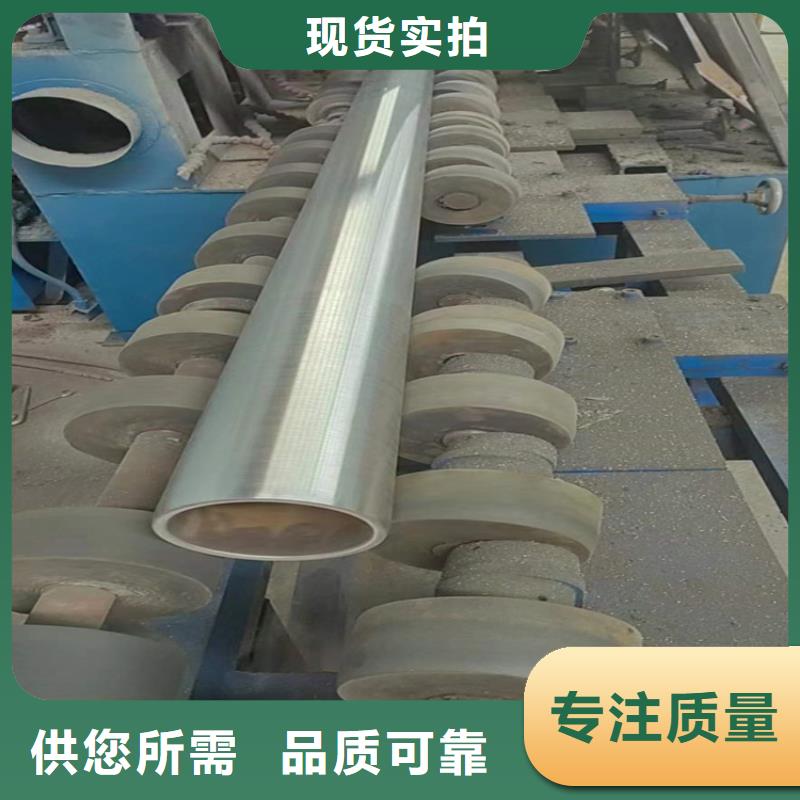
运城珩磨管油缸管绗磨管滚压是一种无切削的塑性加工方法。滚光管的表面硬度比珩磨管高,增加了使用寿命。滚光管加工时间大大的缩短了,批量生产更加快捷。滚光管比珩磨管的直线度和精度大大的提高了。
为什么大口径厚壁绗磨管的同心度都没有那么的理想?大口径厚壁绗磨管精密钢管的成品都会有偏心厚度不均匀的问题 但是是怎么产生的呢?很多人都没有搞明白,今天 我们就来讲讲 冷拔钢管 冷轧钢管 热轧钢管等 无缝缝钢管的偏心是怎么产生的,为什么大口径厚壁绗磨管的同心度都没有那么的理想?滚压管
